 One of the least understood elements in mold design is runner sizing. The equations that govern plastic flow are nearly unsolvable in their classical form. However with the aid of computers, sophisticated computational methods, this task can be accomplished quickly and quite accurately. While this software (Moldflow™) costs a small fortune to acquire and the training to use the software correctly is extensive, there are other ways to accomplish the task.
One of the least understood elements in mold design is runner sizing. The equations that govern plastic flow are nearly unsolvable in their classical form. However with the aid of computers, sophisticated computational methods, this task can be accomplished quickly and quite accurately. While this software (Moldflow™) costs a small fortune to acquire and the training to use the software correctly is extensive, there are other ways to accomplish the task.
Dupont developed a program in the early 1980s ago called ‘Skinny Runners’. While this program only does runner design and not cavity filling analysis, it is a very powerful tool. Simple to use and easy to understand this software was a computer implementation of a Dupont Engineering bulletin that presented a straight forward method to manually calculate runner sizes. I was fortunate enough to get my hands on a copy of this program many years ago. Comparing ‘Skinny Runners’ to software I had developed to solve the runner sizing problem. I found that their system was overly simplified and did not allow for more advanced design concepts.
Skinny runners calculated basic pressure drop and shear, for a limited number of predetermined runner configurations under static viscous conditions. The program I developed for International Plastics’ allows for any configuration of your choosing and accommodates non-linear viscosity behavior like that which happens during real molding. The in-house program did several other things that “Skinny Runners” did not, like constant shear design, minimum volume design, and auto-balancing of non-symmetric runner systems. Shear balancing, thermal balancing and ‘what if’ capabilities have been added over the years.
Dupont got great results from the application of their program to customer runner problems, making runner systems more efficient. International Plastics also got tremendous results on even more complicated runner geometries.
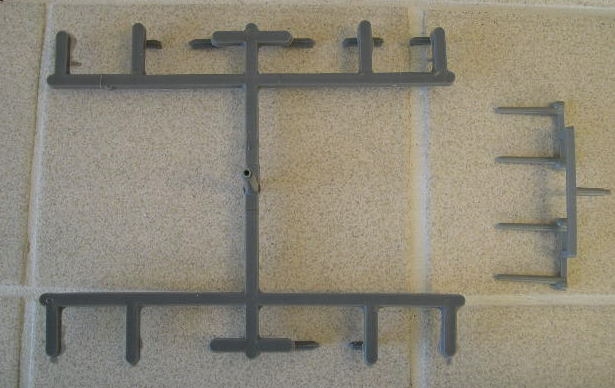
The first application of our software was on a new mold we built for a customer. The mold was a 4 cavity that was replacing an old worn out 8 cavity that had half of it’s cavities blocked off. The runner on the left is the original runner from the 8 cavity mold only running 4 cavities. The runner on the right was the new runner designed specifically for the same part molded in the same material. Even if you only consider half of the old runner (4 cavities) and compare it to the new one (4 cavities) there is still a huge difference, over an 88% reduction in runner weight. While not every example is as dramatic as this, it is safe to say that every existing mold we have encountered we have been able to reduce the runner size by calculating the proper runner size for the application.
The best advise I can give is don’t let you mold maker design you runners, I have not found a mold maker that understands the subject no matter how well intentioned. I have had molds built by some of the biggest and the best mold makers on three continents and have not found an exception to this statement. Also, find out if the mold designer uses competent software to design the runners, if he uses the good old ‘rules of thumb’ you can kiss your productivity, and quality good-by forever.
Proper runner design will insure years of quality, productivity, and reliability.